Microsoftâ Solutions for:
Building the Digital Nervous System for Manufacturing Operations
![]()
Microsoftâ Solutions for:
Building the Digital Nervous System for Manufacturing Operations
![]()
Abstract............................................................................................................................. 1
Executive Summary............................................................................................................ 2
Who should read this White Paper?.......................................................................... 2
The Manufacturing Business Challenge................................................................... 2
The Information Technology Challenge..................................................................... 2
The Microsoft Strategy for Manufacturing................................................................ 3
Manufacturing Operations – The Changing Scene............................................................. 5
Objectives........................................................................................................................ 5
Attitudes to Information Technology.......................................................................... 6
The Integrated Manufacturing IT Solution................................................................. 6
The inherited problem.................................................................................................. 7
The solution to the problem........................................................................................ 8
Windows DNA for Manufacturing..................................................................................... 12
Microsoft's strategy for manufacturing................................................................... 12
Windows DNA.............................................................................................................. 12
Structure of the DNA Architecture............................................................................ 14
Benefits of the Windows DNA Architecture........................................................... 14
Windows DNA Technology......................................................................................... 15
Microsoft in Process Control..................................................................................... 17
Interoperability with legacy systems........................................................................ 19
Internet capability....................................................................................................... 20
Conclusions..................................................................................................................... 22
Manufacturing enterprises maintain their competitive edge only by continually striving to increase the quality of their products and services, speed up their processes and keep tight control on costs. As the result of industrial globalisation - including the effects of the European Common Market - manufacturing enterprises throughout Europe face increased international competition, bringing with it the need for improving efficiency and the ability to react more quickly and effectively to external events. In meeting these challenges companies have become leaner and more responsive, management structures have been flattened, staff have been empowered with better information and tools, and integrated supply chains have become the dominant organisational models.
In these circumstances rapid access to business and manufacturing information has become central to industrial survival. Companies now recognise that everything depends on the performance of people, and that people operate effectively only when armed with the 'right information in the right place at the right time'. Manufacturing IT systems must therefore combine best in class productivity tools for the individual with a richly connected information distribution system for the whole enterprise, including its supply chains. At the same time, IT systems must be easy to use, easy to implement and develop, and economic to buy and to maintain over the long term.
That's what Microsoft® means when it talks about the 'Digital Nervous System' of a manufacturing enterprise - the distributed communication and control system of the enterprise including the IT systems, the communication systems, and the people who use them. Microsoft's strategy for manufacturing industries has been to create a comprehensive and standardised software framework for building digital nervous systems- the Windows® Distributed interNet Applications architecture, or Windows DNA. The purpose of this white paper is to show how Microsoft Windows DNA is deployed to create integrated manufacturing information systems that enable faster and better decision making, with particular emphasis on 'Manufacturing Operations' - manufacturing execution and process control.
For further information, visit the Microsoft European Manufacturing web site:
http://www.microsoft.com/europe/industry/manufacturing
Who should read this white paper?
Anyone concerned with selecting the right applications for production management or process control, or integrating those applications with the rest of a manufacturing company's computing and communications infrastructure will find this paper useful.
The Manufacturing Business Challenge
Manufacturing companies are today more than ever confronted by constant change and challenge in their market place. Customers demand greater varieties of high quality products at competitive prices on a global basis. Competitive conditions dictate that manufacturers must respond faster and more flexibly to demands for product customisation, order changes at short notice, and just in time delivery schedules. Mass production steadily gives way to mass customisation, automation has to be more intelligent, and production scheduling needs to be dynamic and responsive. Through all this, the costs of running the manufacturing business must be kept under tight control.
The Information Technology Challenge
The purpose of information technology is to help meet the business challenge. That's what Microsoft means when it talks about the 'Digital Nervous System' of a manufacturing enterprise - the distributed communication and control system of the enterprise including the IT systems, the communication systems, and the people who use them, implemented to produce faster, more effective decision making.
Manufacturing Operations is the business of converting materials, design information and product specifications into physical goods at the right time and at the right price, in response to customer demand. There are many stages in the process and many different disciplines. Historically each process and discipline employed its own IT solutions - from process planning to production engineering to the many different applications of process control, automation, instrumentation and production monitoring.

Interfacing these solutions to support horizontal and vertical flows of manufacturing information is the province of the systems integrators. They have often in the past restricted their activities to limited domains such as process control or the implementation of MRPII, because the available technology just did not support wider scale integration across several domains at reasonable cost. The results of ad hoc integration were often difficult to use because disparate systems with different user interfaces had simply been interfaced rather than integrated in the true sense. Rather rickety bridges had been built between the 'islands of automation'.
Process controllers, CNC machine tools, industrial networks, production control systems have all had different user interfaces, different data formats and different communications standards. For manufacturing operations to become more effective there must be an end to this diversity which will be achieved through the application of standards. Standardisation has of course been going on for years but, until recently, it has been hampered by too much underlying diversity of the basic computing technology - brands of hardware, proprietary operating systems, proprietary data and communications interface specifications. While hardware and packaged software costs may have been decreasing, this lack of standardisation ensured that system integration costs, if anything, increased. Something new had to happen, both to make individual applications more cost effective and to unlock the potential for vertical integration between process control, production management and manufacturing business management.
The Microsoft Strategy for Manufacturing
Windows Distributed interNet Applications architecture (Windows DNA) is the name given to the complete Microsoft framework of compatible operating systems, universal data access standards, object technology standards and application development tools. Windows DNA is a framework and technology set for developing manufacturing applications and integrating them into a seamless information system.
Microsoft's strategy is to focus its own efforts on software infrastructure requirements and standards, in close collaboration with the application developers who deliver specific solutions to the end user. By responding to feedback from this huge community of developers and users, the 'height' of the underlying Microsoft technology platform is raised continually, so reducing both application development costs (hence costs of application products) and the costs of systems integration.
Specific recent developments include:
· Microsoft® Windows® CE which provides Windows functionality for real time systems at the embedded processor end of the hardware range, including intelligent control devices;
· Microsoft® Windows NT® Server for enterprise level server clusters;
· Microsoft® SQL Server™ 7.0 providing a single, highly scalable, internet enabled database standard, from office level to enterprise level, including real time extensions for manufacturing control applications;
· Increasing acceptance of OPC (OLE for Process Control) by process control manufacturers as a common interface standard for exchanging data between process control devices and applications software.
The purpose of this White Paper is to show how the outcome of this strategy - Microsoft Windows DNA - is being deployed to build digital nervous systems that integrate information throughout manufacturing operations, so transforming the ability of people at all levels to make the right decisions, quickly
Manufacturing Operations – The Changing Scene
Those responsible for designing and running modern manufacturing plants usually have two key objectives in mind, labelled by the gurus 'Lean Manufacture' and 'Agile Manufacture':
· Lean Manufacture - running production with only the strictly necessary resources, minimising work in progress and all forms of stock holding - both raw materials and finished goods. Minimising finished goods stock means producing to order, as far as possible, in some cases even designing to order. Minimising raw materials stock means ordering supplies as near as possible to the time they are needed. All this implies precise and responsive production planning, driven by orders in the pipeline.
· Agile Manufacture - responding flexibly and quickly to changing customer requirements or market conditions, including short notice changes in delivery, order-specific product customisation and shifts in the demand for different items in a product range; and being able to recover rapidly from inevitable real world production problems.
As companies strive to achieve lean and agile manufacture they typically deploy three principal strategies:
· focus increasing attention on costs, efficiency, flexibility and responsiveness of all processes at all levels in the organisation;
· re-engineer the company's operations around business processes and team working;
· focus on the company's core competence and outsource increasing amounts of work and responsibility to specialist suppliers, subcontractors and service organisations.
The economics of manufacturing have forced more and more concentration and specialisation. Supply chain communities are increasingly networked electronically, to produce the 'Extended Enterprise', sometimes called the 'Virtual Enterprise'. In world-class companies supply chain management has been transformed from the adversarial, lowest cost model, to one of close supplier relationships, closely co-ordinated production scheduling, 'just in time' delivery and electronic order processing. Original equipment manufacturers now outsource typically up to 70% of the content of their end products to specialist suppliers, with the top tiers of suppliers taking responsibility for product development, not just sub-contract production.
Attitudes to Information Technology
Manufacturers have thus entered a new era in which accessing and managing information efficiently throughout the Extended Enterprise is the key to competitive success, even survival. The traditional linear manufacturing process - a 'flow line' from raw materials to component supplier to engineering to production to distributor to retailer - is fast being replaced by an interactive, dynamic, customer driven, business model that demands real time access to all the information needed for concurrent decision making at every level in the virtual organisation. We call this the Integrated Manufacturing Enterprise. It can be achieved only by IT systems that support the integration of applications, information flow and communication to the fullest possible extent.
“While there will still
be a need for unskilled labour, that need will diminish as mass-customised
manufacturing systems increase in popularity. This then points to a higher
percentage of factory workers who are highly motivated and highly educated.
It’s quite true that automation control systems will have to be easier to
use and provide clearer feedback to operators - but this isn't because
operators are too unskilled to understand anything more complex. The
systems will be designed this way so knowledgeable operators are
immediately given the information they need to make quick decisions that
improve production.” “Perspectives on the
Future of Automation Control” Rockwell International
Corporation Web site 1997
Embodied in this view is recognition that "people
are our principal asset". An outdated perception is that the purpose of IT
is to replace people by something loosely described as 'automation'. In
reality, the fundamental purpose is to make skilled people more productive;
and, further than that, to make the enterprise as a whole - the sum total of
the people and the processes they operate - more efficient. The sorts of IT
systems required to support those kinds of objectives must be richly connected,
highly integrated and built primarily around concepts of free information flow
and rapid information access.
The Integrated Manufacturing IT Solution
Complete manufacturing solutions must support integration between product design and production, between sales and production planning, between production management and process control and between manufacturing and logistics. This is sometimes called 'Total Vertical Integration'. Clearly it cannot be achieved at one blow but it is the target to shoot for, and the underlying IT infrastructure must be designed to support it. In other words, IT must provide an efficient, cost effective computer and communications infrastructure for universal information access. Microsoft's strategy for manufacturing is to create just such an infrastructure and to make it a unifying standard throughout industry.
Manufacturing operations and planning can be considered to take place at three different levels in the organisation. Easy sharing of data and information between these levels is what characterises a properly implemented digital nervous system.
· Business Management level - the level at which orders are processed, all resources required for the functioning of the manufacturing enterprise are allocated, and manufacturing is planned. Planning response rate at this higher level is typically days or hours.
· Production Management level - where pro-active production scheduling and re-active re-scheduling takes place and where short-term internal and external changes in demand, capacity and resources are taken into account in order to meet the overall demands of the master production schedule. Response rates at this level are typically hours or minutes.
· Field level where plant and machinery are automatically controlled in real time, their condition monitored and the status of production tracked. Manufacturing instructions are delivered and production data collected by Supervisory Control and Data Acquisition (SCADA) systems. Required system response rates at this level can be from minutes to microseconds.
Historically the problem within Manufacturing Operations has been that the systems in use come from a wide variety of suppliers who have often developed proprietary solutions to meet their own needs in isolation. At the Business Management level MRPII (and, later, ERP) systems were typically integrated with financial and administration systems, running on a mainframe or a large enterprise server, but not providing interactive capabilities for real time production scheduling.
At the Production Management level the production planning facilities offered by MRP/ERP were adequate for long range production planning purposes, based on the concept of the master schedule, but no good for detailed process planning, work planning at cell level or rapid response dynamic re-scheduling. All kinds of additional systems had to be installed, increasingly PC-based but not easily integrated with the corporate system.
At the Field level in any relatively large plant there would typically be a
host of instrumentation, data acquisition, process control and numerically controlled machining equipment, linked to many independent supervisory control and data feedback systems. These systems would usually be running under a variety of proprietary operating environments installed by specialist systems integrators, having been implemented piece-meal as new bits of automation were added. At each of the three levels the operating environments would be different, perhaps an IBM operating system at the corporate level, UNIX client server at the production department level and many different proprietary systems at the plant floor level.
Process control and shop floor automation throw up particular integration problems caused by the large variety of proprietary instrumentation and control systems, programming languages, bus 'standards' and communication protocols. Manufacturing plant and machinery are typically controlled by many different types of programmable logic controllers (PLC's), numerical controls (NC), and teach-and-learn controls (robotics), supplied by different vendors with their own proprietary bus standards and communication protocols. At the device level, sensors and actuators come in hundreds of different forms, each with their own I/O requirements.
The consequence has been high integration costs. Many attempts at standardisation have been made with some success in areas such as PLC programming languages. However, for specialist application or device suppliers, the benefits of standardisation are not immediately apparent, and only the largest of end user companies is in a position to influence the progress of standardisation. In these circumstances the systems integration costs have acted as a real brake on the progress of automation.

The problem – ad hoc integration
The rapid evolution of modern manufacturing information systems has been triggered by the emergence of the 'PC' as a main stream, multi-tier client-server computing platform. Originally the PC was taken up because of its low cost, the new kinds of applications developers attracted to it and the minimal implementation costs, but it was implemented locally. Now that it has become 'main stream', the original attractions are still there but Microsoft Windows, in its several forms, supports a complete range of compatible computing devices and systems, from embedded processors in plant floor control devices to clusters of servers in the corporate data centre.
The economies of scale resulting from this mass market in standard hardware and software components, together with Microsoft's comprehensive systems development technology, are the fundamental advances that have made integrated information systems technically feasible and genuinely affordable. All three levels of the systems hierarchy are now linked by common Microsoft technology.
The Business Management Level is represented essentially by enterprise resource planning (ERP). ERP systems integrate a large number of business applications such as order processing, accounting, purchasing, and inventory management with manufacturing planning, traditionally associated with MRPII but increasingly including finite capacity scheduling and interactive re-planning. Different vendors include different functionality within their meaning of ERP but the common characteristic of an ERP system is the sharing of data between applications via one or more of the established relational database systems.
Historically ERP vendors rode the UNIX client-server wave but the shift in market focus towards Windows NT client-server systems has opened up the potential for "head office to plant floor" integration. All the major ERP vendors now have Windows NT products and a number have standardised on NT and SQL Server 7.0 as the basis for their future business growth.
· The Production Management Level, including manufacturing execution (MES), process visualisation (HMI) supervisory control and data acquisition (SCADA) applications. Nowadays referred to collectively as Manufacturing Management Information (MMI), systems at this level are interactive, graphical and well suited to the PC as a hardware platform. MES as a distinct application was developed at about the time PC's became accepted as reliable for factory use. Development of real-time extensions to Windows NT has subsequently gone hand in hand with MES, HMI and SCADA applications development. The Production Control Level acts as the link between the Field Level and the Business Management Level, communicating production information such as work in progress to production control and ERP applications via MMI databases that store the information from production monitoring and SCADA systems.
|
·
Emergence of
Application-Specific Control Solutions. The move toward mass customisation
in manufacturing systems has led to customisation of control systems as
well. We're quickly moving away from the days when a single off-the-shelf
solution could meet the needs of the entire market. Instead, the
combination of distributed control systems, emergence of open system
options and new software tools are giving us the opportunity to closely
tailor a control system to a specific application or industry. Consider a control system
that might be appropriate for an automotive stamping press. The engineer
specifying this system may have stringent OSHA safety requirements that
would lead to use of redundant PLC's. There may be a desire to monitor the
system using a personal computer running a Windows-based operator interface
software. Proprietary I/O could be appropriate, tightly integrated with the
PLC, but the control system may provide data to upper management on a plant-wide
Ethernet network. Now consider a control
system for an OEM of packaging machinery. That OEM may have proprietary
control algorithms that run on a personal computer. The designer may choose
to connect all devices on an open device network, and want a miniature,
low-cost message display with a few simple screens. These two control systems
look remarkably different, but neither one is wrong. In fact, two stamping
press users and two packaging machine OEMs could come up with very
different systems - and again nobody would be wrong. The granular
functionality of the control system coupled with open systems as an option
has led us to a point where customers have the flexibility and choices that
allow them to build custom control systems with off-the-shelf components. Control system suppliers
are even providing more add-on tools to make this easier. For instance,
special application software and modules can now be added to a programmable
controller to turn it into a highly specific, tightly focused plastics
injection molding controller. Installing a software add-in to a standard
operator interface software package can turn it into a batch controller.
Insert a motion control module into a rack-based personal computer and you
can turn it into a robot controller. Install radio communications into a
small PLC and suddenly it becomes a SCADA RTU. Control system users will
need to have the freedom to choose what's best for the application and with
the security of knowing that it's going to be reliable and extensible. “Perspectives on the
Future of Automation Control” Rockwell International
Corporation Web Site 1997
The Field Level includes plant floor controllers,
instrumentation and operating devices. Increasingly the PC is replacing the PLC
as a more flexible and standardised basis for controllers. The trend is away
from centralised control of "dumb" devices towards more distributed
intelligence. Integrating, optimising and modifying such control and
instrumentation networks is easier and less costly when based on the open
operating environment provided by the PC architecture, OPC and Windows NT with
its proven real time extensions. Now Windows CE has been introduced to provide
a compatible development environment for intelligent devices using embedded
processors.
Today manufacturers face the task of integrating plant floor data into their business systems, and the distinction between 'business systems' and 'technical systems' is fast disappearing. Anything that influences the business is a business system - and that means everything! Even the label 'real time' is being applied to business systems, rather loosely, but nevertheless indicating the need to achieve the right response rates for the task in hand.
However, the data communication situation in process control is analogous to the early stages of the computer industry where two machines from different manufactures could not communicate (IBM and DEC for example) without many hours of custom programming. Nowadays in the business world a wide variety of computers communicate over vast distances and diverse networking systems, thanks to communication protocols and data format standards that have been established across the industry. Applications written utilising powerful database and client/server tools that support these standards allow the application programmer to focus on the application task and not the communication underpinnings.
The plant floor and the production office must evolve - and are evolving - in a similar fashion. With the advent of "smart" field devices, a wealth of information can be provided concerning production processes that has not been available in the past. This information provides data on the health of a device, the state of a machine or the progress of a production lot. All this information must be presented to a variety of different users in an easy to follow fashion and in a consistent manner.
Similarly, in Production Management, the installation of distributed control systems (DCS) and SCADA systems to monitor and control manufacturing processes has made data available electronically which had in the past been gathered manually. This data must also be provided in a consistent manner to the operators and engineers responsible for making decisions based on that data, and onwards to the ERP users at the business management level.
To do these things effectively, manufacturers need to access data from the plant floor and integrate it into their existing business systems easily. The new generation of PC-based Manufacturing Management Information (MMI) systems embrace supervisory control and data acquisition (SCADA), graphical process visualisation, PC-based machine and process control, work-in-progress tracking, batch management, real-time data management and internet/intranet remote viewing. Apart from their direct production management and control functions, such systems are the 'meat in the sandwich', assembling shop floor data into information that can be used by existing ERP systems. These MMI systems enable manufacturers to maximise their return on ERP/SCM investment by providing accurate feedback of status information from the factory floor to all levels of management.
This relationship between MMI and ERP is all important. It is built on the need to summarise and consolidate the enormous quantity of information provided by the device and control layers. Such data can be stored for systematic retrieval at a later date, providing the basis for historical analysis, genealogy, production reporting and certificates of compliance. For these applications Microsoft's SQL Server relational database has been extended by a number of vendors to meet the real time data movement requirements of the plant floor.
Advances in Automation technology in fact cause particular problems of interoperability. The trend towards application-specific control solutions and distributed control architectures - supported by embedded intelligence in devices and the programming flexibility offered by the PC on the shop floor - can lead to high systems integration costs. As always, the answer to this is increased standardisation. There are many dimensions to this problem but there is growing recognition that the economies of scale and the flexibility offered by the Windows PC platform apply equally strongly at the plant floor level as they do throughout the rest of the manufacturing operations hierarchy
Microsoft's strategy for manufacturing
Microsoft's strategy is based on a clear view of its core competencies and its place in the market. Its ultimate customers are primarily interested in business solutions that directly create business advantage. Those solutions are provided by several thousand Microsoft Solutions Providers who base their end user products on the Microsoft Windows DNA framework. Microsoft sees its role as one of continuous extension and improvement of this standardised software infrastructure in order to make it progressively easier and less costly to implement the integrated information systems required by industry. The recent launch of the greatly enhanced SQL Server 7.0 is a prime example of this continuous improvement policy.
A key element of Microsoft's technical strategy is to make the underlying software infrastructure transparent to the end user through the power of the tools provided to the applications developer in the form of standardised GUI's, object technology, interface specifications and systems management facilities within the Windows DNA architecture.
We have seen how, in the past, the high costs of maintaining and integrating disparate manufacturing business and automation systems created serious constraints on the rate at which manufacturers could afford to develop their IT and communications environments. Much of the IT and production engineering budgets went into non-productive systems integration overheads, rather than useful applications. And, when a company invested in new production equipment or processes, modifying the IT systems was a major source of problems and costs.
Microsoft's objective is to remove those problems. Windows DNA is a framework of software, standards and technology that allows companies to build more easily new information systems that take advantage of the low cost PC and the opportunities presented by the internet, while integrating with existing systems and data. It does this by enabling computer systems to inter-operate and co-operate equally well across both corporate and public networks.
Windows DNA for Manufacturing allows multi-tier client server manufacturing applications to integrate seamlessly with one another and with the internet. It is the essential infrastructure enabling functional "plug and play" between manufacturing applications from ERP to plant floor process control. The Windows DNA framework combines ease of use of the browser type of interface with the power of traditional client/server applications. It creates a highly efficient development environment for application developers and systems integrators so that implementing a digital nervous system is now economically feasible for every size of manufacturing enterprise. And it enables mutual sharing of functions between applications, free exchange of information between system components; and distributed implementation of applications across local networks, intranets and the internet.
The Windows DNA architecture provides a powerful framework for creating integrated, networked information systems which are:
·
In two competitive
analyses, Business Research Group (BRG) compares Windows NT Server 4.0 to
Novell NetWare used with UNIX and to Sun Microsystems Solaris running on
SPARC servers. The NetWare/UNIX study reveals that Windows NT Server cuts
the cost of providing clients with file/print sharing and application
support by nearly 20 percent. The Solaris study shows that Windows NT
Server on Compaq servers expands the scope of transactional and web-based
systems for 50 percent Source: Microsoft web
site
cost effective and affordable, because it brings
multi-tier client-server operating system technology to the PC and integrates
it with the internet;
less than Solaris on SPARC servers.
· flexible, because it is highly modular and object based, allowing reconfiguring of systems to match changing business processes, and tailoring of data, screens and work flows to suit local operational requirements;
· unifying, because it is based on a comprehensive and unified underlying set of technologies from a single source - Microsoft;
· scaleable, because Microsoft Windows CE, Windows 9x, Windows NT Workstation and Windows NT Server provide one, standard user interface and compatible operating system environment at all levels of a multi-tier network from the laptop to the enterprise server;
· integrated or, rather, highly supportive of applications integration, because the components of the infrastructure standardise the information interfaces between all applications built using Microsoft technology.
Structure of the Windows DNA Architecture
Windows DNA applications use a standard set of Windows based services that address the requirements of all tiers of modern, distributed manufacturing business and automation applications. These services are made up of three types of components:
· those in the presentation (user) layer run on Windows-based thin or rich clients, over local networks, intranets or the internet, and are concerned with the display of information and capture of information from the user and the user's process;
· those in the business layer capture the rules governing business processes;
· those in the data layer ensure the integrity and accessibility of the data in databases, whether local or widely distributed.

Benefits of the Windows DNA Architecture
The multi-layer DNA architecture brings major benefits, both to the user and the systems builder:
· Display of information is independent of the systems architecture: to the user it is all the same, whether the application is running locally on a PC ('rich client') attached to a local area network; over a wide area network using 'thin client' architecture; or on the web using browser technology.
· All applications (the Business layer) are insulated from the Data 'below' and the Presentation 'above'. The user sees a largely standardised approach to data management and to presentation, irrespective of application; and the application developer has available a standard set of building blocks for these functions that greatly reduce development costs.
· The division of functions is central to the scalability that is such a strong feature of the Windows DNA Architecture. Data and applications may be distributed optimally over the machines on a network - including the internet - and each element of the network may be expanded or contracted to match work load and communication patterns as the enterprise evolves. So for instance, SQL Server 7.0 can equally well handle database requirements on a departmental network, a company network or a global network, including the management of legacy data on non-Windows hardware. And, as business requirements evolve, new applications can be accessed without necessarily changing the hardware; or new hardware can be plugged in without disturbing existing applications - more powerful server clusters, for instance, or pocket PC's for people in the field.
The Windows DNA architecture integrates the full range of Microsoft's standard technology components. Here is a brief summary of where the main components fit into the overall picture.
|
· The scalable Microsoft Windows multi-tier client/server operating systems environment unifies the computing network across the whole range of hardware, from Windows CE for embedded processors and real time applications, through Windows 95/98 for personal laptops and desktops, and Windows NT for workstations on up to Windows NT Server Enterprise for server clusters and terabyte size databases. All are unified through the common Microsoft® Win32® applications programming interface.
· Windows DNA-integrated data storage allows formerly proprietary data sources to become part of integrated storage. Microsoft's Universal Data Access method, OLE DB, provides the basic mechanisms to access data from shop floor devices and real time databases as well as traditional relational data stores.
· The Microsoft® BackOffice® family includes Microsoft SQL Server 7.0 for powerful data management; Microsoft® Exchange Server for enterprise messaging; Internet Information Server for internet and intranet support; Microsoft® Systems Management Server for network management; and Microsoft® SNA Server for connecting to mainframes and AS400.
· Microsoft® Office - now essentially a part of the infrastructure since it provides the standard office environment in the majority of manufacturing companies.
· The common application infrastructure is based on Microsoft's Component Object Model (COM) specification: COM-enabled technologies such as Microsoft® Transaction Server, Microsoft® Message Queue Server and Microsoft® Cluster Server provide a foundation of application services that enable rapid solutions development. DCOM (Distributed Component Object Model) is the extension for distributed computing architectures.
·
“Baan has endorsed SQL
Server 7.0 as a premier platform because it delivers on the promise of a
robust, easy to use database for Windows NT. At least 95% of our customer
base can take advantage of Baan’s business software with SQL Server 7.0. It
gives the opportunity to provide our customers with a totally integrated
solution at a lower price, a more predictable cost of implementation and a
lower total cost of ownership” Tom Tinsley Baan CEO
Tools such as Microsoft® Visual Basic® for Applications
(VBA) allow users of standard Microsoft Office productivity applications such
as Microsoft® Word and Microsoft® Excel to have access to engineering,
manufacturing and business applications. Microsoft Office is also used to
provide standard office functionality within, for instance, ERP systems.
· Microsoft® Visual Studio™ provides application developers with an integrated development environment to build manufacturing solutions. Language support includes Microsoft® Visual C++®, Visual Basic®, Microsoft® Visual J++™, Microsoft® Visual InterDev™ web development system and Microsoft® Visual FoxPro®™ database development system.
· Windows NT Services provides tools and methodology for integration of legacy systems into the Digital Nervous System, including the Windows NT Services for UNIX Add-on Pack and various DCOM Connectors to enterprise level business systems.
Central to its integration strategy is Microsoft's standard object technology, including:
· COM, a specification for exchanging text, graphics or data objects between applications;
· DCOM for processes distributed on a network;
· OLE in its various forms, including:
- OLE as the familiar method of creating compound documents in Microsoft Office
- OLE DB, the technology for universal access to heterogeneous databases
- OLE Design and Modelling, the developing basis for 'drag & drop' between CAD and CAM systems
- OLE for Process Control (OPC) for taking process control data into production management systems
· Microsoft® ActiveX®, the technology for creating interactive objects on the internet (or intranets). ActiveX Data Objects (ADO) provide a simple model to all kinds of data.
COM/DCOM/OLE technology is the fundamental enabler that allows compliant application components to be plugged into the Windows DNA framework and pass information objects freely between them. Microsoft's internet/web technology, including ActiveX, integrates client/server networks and the internet into one distributed but unified information communication system.
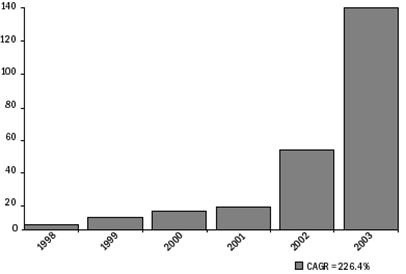
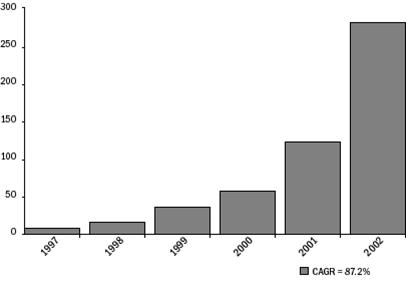
Open Control Software Shipments of
Embedded CE Runtime Controllers
(Millions of $)
|
Source: ARC 1998 NT & CE Based Open Control Software Report
© 1998 Automation Research Corporation
Two key developments extend the digital nervous system down to the shop floor – Microsoft Windows CE and OPC.
·
 Windows
CE provides a compatible development environment for intelligent devices using
embedded processors. While being compatible with "higher forms" of
Windows, it’s not just a cut down version - it was designed in 1993 to bring
the benefits of the Windows GUI, the Win32 API and COM based object oriented
software design to the embedded systems engineer. Built in communications
features, including secure internet and wireless communication interfaces, plus
the extendable device driver architecture, allow Windows CE controls to
integrate easily with all Windows based applications at higher and lower levels
in the factory hierarchy. Windows CE 3.0 introduces the "hard” real time
performance required by demanding industrial control applications.
Windows
CE provides a compatible development environment for intelligent devices using
embedded processors. While being compatible with "higher forms" of
Windows, it’s not just a cut down version - it was designed in 1993 to bring
the benefits of the Windows GUI, the Win32 API and COM based object oriented
software design to the embedded systems engineer. Built in communications
features, including secure internet and wireless communication interfaces, plus
the extendable device driver architecture, allow Windows CE controls to
integrate easily with all Windows based applications at higher and lower levels
in the factory hierarchy. Windows CE 3.0 introduces the "hard” real time
performance required by demanding industrial control applications.
·
“Instead of having to
learn 100 or more custom Ray Walker Senior Systems Consultant Dupont
OPC) provides a robust, non-proprietary, multi-vendor
specification for process and factory automation developed by the industry
under the auspices of the OPC Foundation to create comprehensive
interoperability between instrumentation and control devices, control
applications and 'back office' applications. OLE for Process Control is
designed to be a method to allow business applications access to plant floor
data in a consistent manner. With wide industry acceptance OPC will provide
many benefits:
toolkits our people will only have to learn one set of tools because all
OPC drivers will work the same way. If we realise only 1% productivity
increase per user per year – and that’s a very conservative estimate – we
could
save $15 million a year!”
· hardware manufacturers only have to make one set of software components for customers to utilise in their applications;
· software developers won't have to rewrite drivers because of feature changes or additions in a new hardware release;
· customers will have more choices with which to develop World Class integrated manufacturing systems.
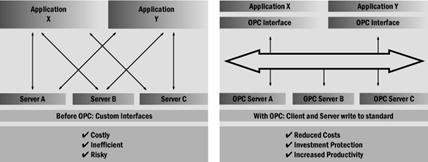
OPC is an open interface standard based on OLE/COM, Microsoft's fundamental object linking technology. OPC is being developed by an international group of process control vendors to foster greater interoperability between automation and control applications from different suppliers. One of the most important goals of this is to achieve 'plug and play' levels of interoperability in the process control environment and further up to the manufacturing execution level.
OPC provides open connectivity and interoperability for 32 bit PC interfaces like PROFIBUS or AS-Interface and is viewed by the industry as the most efficient way to connect SCADA, MMI and control systems with Fieldbus applications.
The OPC Foundation which now has 111 members. The next release of the specification is scheduled for July 1999.
Shipments of HMI/SCADA by OPC Compatability (Millions
of $)
Source: ARC 1998 Worldwide HMI Software Report
© 1998 Automation Research Corporation
Interoperability with legacy systems
Hybrid PC and legacy systems are now the norm in many large companies. Manufacturing companies will have reasons to retain mainframe and UNIX systems for a number of years if only because of the man-years invested in them and the large amounts of production and business information contained in them. Interoperability has therefore become an important issue.
Microsoft is committed to helping organisations achieve interoperability. Rather than advocate "rip and replace", Microsoft's technology helps users evolve their IT infrastructures in a way that leverages new technologies and products. This solution improves information sharing, reduces computing costs, and capitalises on past investments.
|
The Universal Data Access technology provides for accessing data on legacy databases such as DB2. Beyond data access, however, there is need to provide a more integrated user operating environment for people needing to interact with NT and Unix systems as seamlessly as possible - preferably from a single work station.
Microsoft has developed a whole range of interoperability tools to enable that form of working. Now they have been packaged into one low cost product - the Windows NT Services for UNIX Add-on Pack, making it easier for users to integrate Windows NT Workstation 4.0 and Windows NT Server 4.0 with their existing UNIX-based workstations and servers.
In brief, the Add-on Pack provides resource sharing, remote administration, password synchronisation, and a UNIX shell and commands within a single, integrated package. In doing so it makes practicable the use of a single technical workstation for interactive access to both Windows NT and UNIX applications, with the obvious benefit of lower deployment costs, better support of mixed environments, and assured integration with future Windows NT-based technologies and applications.
|
Internet and web technology are transforming the economics of electronic information access and electronic commerce. The big attraction is their use of de facto open standards for communication and object technology. As a result, web pages have become a standard way of providing information, on intranets as well as the internet, with web browsers the standard way of looking at documents and extracting information from them.
Manufacturers, customers and suppliers need to work ever more closely in order to satisfy today's time to market pressures. Joint production planning and scheduling, just in time delivery and automatic payment on call-off are becoming more commonplace. These ways of working demand effective EDI technology and distributed ERP applications. Whereas traditional EDI has been inflexible and costly to implement, Microsoft's ActiveX internet/intranet technology, together with Windows NT's built-in distributed object networking capabilities, provides an affordable, flexible basis for electronic commerce.
The Microsoft Value Chain Initiative (VCI) aims to help businesses in the supply chain work more efficiently by integrating their computer software systems at the functional level both within their own enterprises and, at the data level, with the software systems of their trading partners.
Microsoft's internet technology integrates client/server networks and the internet into one distributed but unified computing and communications infrastructure, which extends from the customer to the shop floor. ActiveX allows software developers to create reusable 'objects' - mini-applications and data that can be assembled to create bigger processes and distributed over the internet or corporate intranets. With ActiveX, software developers can create components called ActiveX Controls that can be downloaded to web sites and run from any type of application, including web browsers and many of the most popular business applications.
For instance, if a works order from the ERP system is created as an ActiveX Control and incorporated into a web page, a production manager can use a standard web browser such as Microsoft® Internet Explorer to download the page from a web server and actively update the works order queue, even if the production unit is at another site. It doesn't take too much imagination to see the improvement in enterprise productivity produced by that speed of access to information.
Microsoft's internet/intranet architecture is now well established and its Microsoft Office applications are all internet enabled to allow web documents to be created quickly and easily. The idea of 'publishing' information for authorised people to access (rather than sending it to them when they are out or busy) is a whole new paradigm.
Delivering Vertical Integration across the Enterprise

Windows CE/9x/NT is now firmly established as the operating system of choice for the majority of new Manufacturing Operation systems in industry. Windows DNA, combining the Windows family of operating systems with BackOffice, SQL Server 7.0, ActiveX is particularly attractive to application developers whose customers want reduced costs, lower implementation risks and greater ease of integration and customisation. The great majority of specialist manufacturing or business software vendors now offer their systems on Windows NT, and most have native SQL Server versions of their products, or offer data access via the OLE DB standard. Leading ERP vendors such as Baan, Fourth Shift, JDE, Peoplesoft and SAP have layered their NT product offering over the whole of BackOffice and SQL Server. The new generation of MMI systems for production management is almost exclusively on Windows NT, and with the release of Windows CE and the ratification of the OPC Server specification the 'loop is being closed' for integrated information throughout the Manufacturing Operations domain.
|